PED / ISO certificado ASTM A622 Aleación de níquel C22 / UNS N06022 Tubo para petroquímico
PED / ISO certificado ASTM A622 Aleación de níquel C22 / UNS N06022 Tubo para petroquímico
1. Grado: UNS N06022, N06625, N06600, N06601, N07718, N10276, N08800, N08825, N04400; etc.
2. OD (diámetro exterior): 6.35 mm a 114.3 mm
3. WT (grosor de la pared): 1.65 mm a 20 mm
4. Longitud: como requisito del cliente
5. Estándar: ASTM B163; ASTM B167; ASTM B444; ASTM B622 etc.
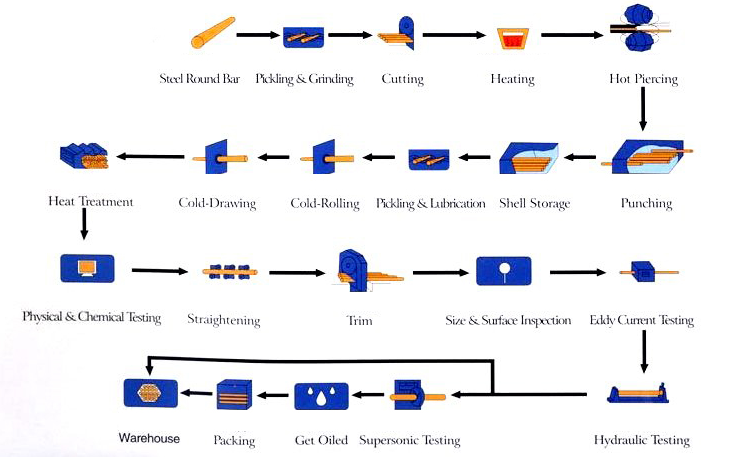
6. Tecnología: Dibujado en frío / enrollado en frío
Aleación de níquel C22 Composición química
% | Ni | Cr | Mo | Fe | W | Co | C | Mn | Si | P | S | V |
mínimo | balance | 20 | 12.5 | 2 | 2.5 |
|
|
|
|
|
|
|
máximo | 22.5 | 14.5 | 6 | 3.5 | 2.5 | 0.015 | 0.5 | 0.08 | 0.02 | 0.02 | 0.35 |
Características: La aleación de níquel C - 22 es una aleación versátil Ni - Cr - Mo - W con un mejor rendimiento integral de resistencia a la corrosión que otras aleaciones de Ni - Cr - Mo, incluida la aleación C - 276, la aleación C - 4 y la aleación 625. La aleación C - 22 tiene una resistencia sobresaliente a las picaduras, la corrosión de grietas y la criatura de corrosión por estrés. Tiene una excelente resistencia a los medios acuosos oxidantes que incluyen cloro húmedo y mezclas que contienen ácido nítrico u ácidos oxidantes con iones de cloruro. También ofrece una resistencia óptima a los entornos donde se encuentran condiciones de reducción y oxidación en las corrientes de proceso. Por lo tanto, puede usarse donde las condiciones "molestas" puedan ocurrir o en plantas multipropósito.
 |  |
| Solicitud | a) intercambiador de calor |
| b) condensador | |
| c) industria naviera | |
| d) maquinaria de precisión | |
| e) Industria de la estructura mecánica | |
| f) termopar y cable, etc. |
Fabricación de Hastelloy C22:
Aunque la dureza es suficiente para desarrollarse mediante el trabajo en frío, el recocido intermedio puede ser necesario debido al endurecimiento del trabajo. La falsificación debe realizarse entre 1750 - 2050 ° F, seguido de un enfriamiento rápido. El recocido se puede hacer en el rango de temperatura de 2020 - 2150 ° F, seguido de un apagado rápido. El enfriamiento acelerado evita la formación de fases dañinas entre 1400 - 1800 ° F. La soldadura se puede realizar mediante arco blindado por gas de tungsteno, arco protegido con gas metálico y procesos de arco de metal protegido.