PED / ISO Certificado ASTM A622 Liga de níquel C22 / UNS N06022 Tubo para petroquímico
PED / ISO Certificado ASTM A622 Liga de níquel C22 / UNS N06022 Tubo para petroquímico
1. Grau: UNS N06022, N06625, N06600, N06601, N07718, N10276, N08800, N08825, N04400; etc.
2. OD (diâmetro externo): 6,35 mm a 114,3 mm
3. WT (espessura da parede): 1,65 mm a 20 mm
4. Comprimento: como requisito do cliente
5. Padrão: ASTM B163; ASTM B167; ASTM B444; ASTM B622 etc.
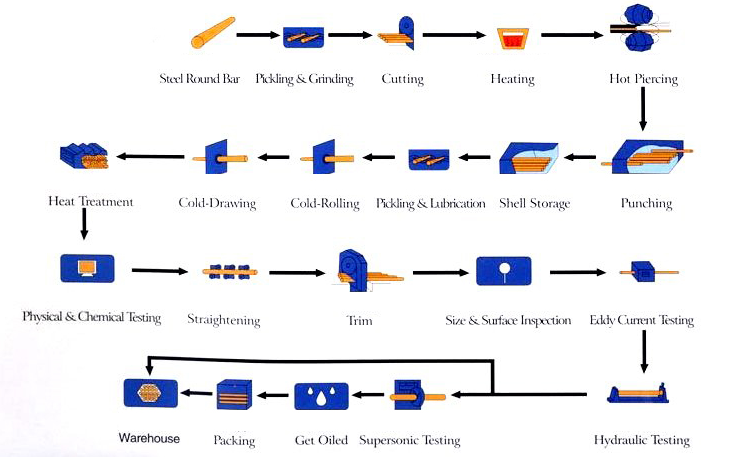
6. Tecnologia: Desenho a frio / frio laminado
Liga de níquel C22 Composição química
% | Ni | Cr | Mo | Fe | W | Co | C | Mn | Si | P | S | V |
min | equilíbrio | 20 | 12.5 | 2 | 2.5 |
|
|
|
|
|
|
|
máx | 22.5 | 14.5 | 6 | 3.5 | 2.5 | 0,015 | 0,5 | 0,08 | 0,02 | 0,02 | 0,35 |
Características: A liga de níquel C - 22 é uma liga versátil ni - Cr - Mo - W com melhor desempenho abrangente da resistência à corrosão do que outras ligas Ni - Cr - MO, incluindo liga C - 276, liga C - 4 e liga 625. Crachamento da liga C - 22 tem excesso de resistência a picando, correção de fendas e corrosão por estresse. Possui excelente resistência a meios aquosos oxidantes, incluindo cloro úmido e misturas contendo ácido nítrico ou ácidos oxidantes com íons cloreto. Também oferece resistência ideal a ambientes onde as condições de redução e oxidação são encontradas nos fluxos de processo. Portanto, pode ser usado onde as condições “chateadas” provavelmente ocorrerão ou em plantas multi -
 |  |
| Aplicativo | a) Trocador de calor |
| b) condensador | |
| c) Indústria de transporte marítimo | |
| d) Máquinas de precisão | |
| e) indústria de estrutura mecânica | |
| f) termopar e cabo etc |
Fabricação de Hastelloy C22:
Embora a resistência seja suficiente para se desenvolver pelo trabalho frio, o recozimento intermediário pode ser necessário devido ao endurecimento do trabalho. A forjamento deve ser feita entre 1750 - 2050 ° F, seguida de resfriamento rápido. O recozimento pode ser feito na faixa de temperatura de 2020 - 2150 ° F, seguida de extinção rápida. O resfriamento acelerado evita a formação de fases prejudiciais entre 1400 - 1800 ° F. A soldagem pode ser realizada por arco blindado de gás de tungstênio, arco de metal blindado e processos de arco de metal protegidos.